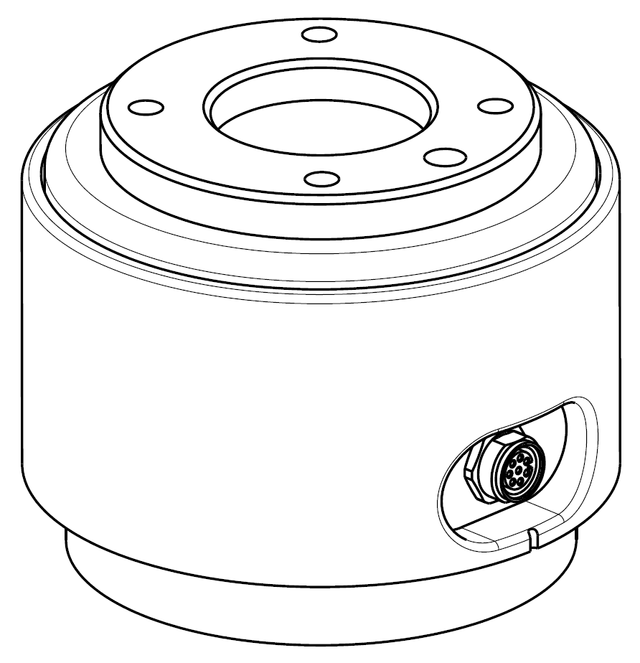
Pokrywa kołnierza końcowego robota jest wyposażona w jedno złącze 8-pinowe M8. Jego lokalizację i kształt przedstawiono na rysunku poniżej.
Produkty wyprodukowane od sierpnia 2022 r. zmieniły swój kształt i orientację złącza, jak pokazano na poniższym rysunku.
ㅤ
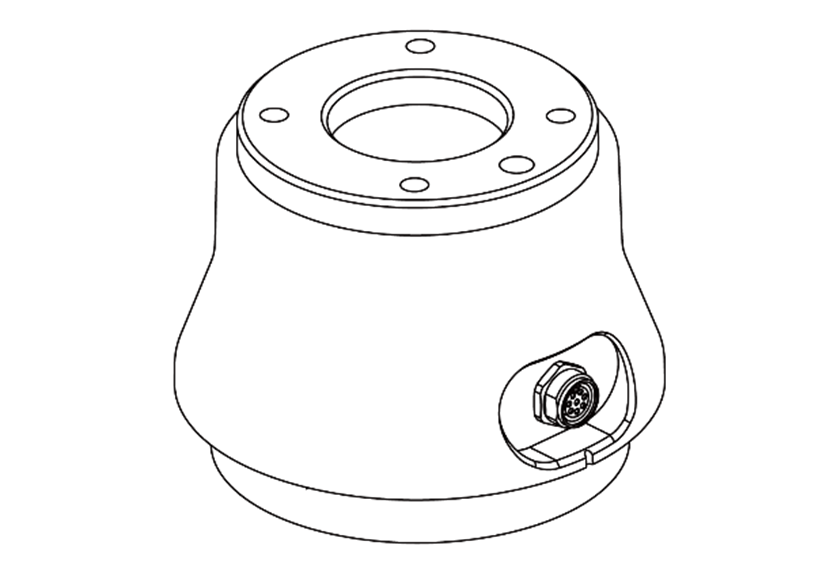
Poniżej wymieniono produkty wyprodukowane przed sierpniem 2022 r.
Złącze dostarcza zasilanie i sygnały sterujące niezbędne do obsługi chwytaka lub czujników wbudowanych w poszczególne narzędzia robota. Poniżej podano przykłady kabli przemysłowych (można też stosować ich odpowiedniki):
-
Phoenix 1404178, męski (prosty)
-
Phoenix 1404182, męski (kąt 90 stopni)
Schemat poglądowy
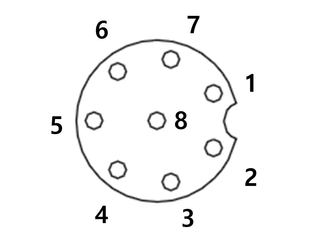
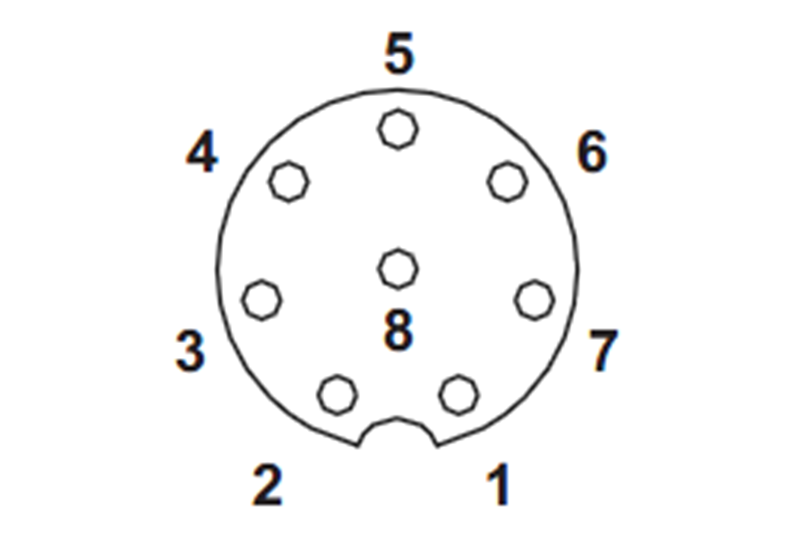
Rozmieszczenie styków w każdym złączu jest następujące:
W produktach wyprodukowanych od sierpnia 2022 r. orientacja złącza została zmieniona, jak pokazano na poniższym rysunku.
ㅤ
Poniżej wymieniono produkty wyprodukowane przed sierpniem 2022 r.
Szczegółową konfigurację wejścia/wyjścia obsługiwanego przez złącze X1 można znaleźć w tabeli poniżej.
Od dnia 04.11.2024 r. nastąpiły następujące zmiany.
Ustawienie X1
|
No |
Signal type |
Description |
|---|---|---|
|
1 |
Digital Input 1 |
PNP (typ źródła, domyślny) |
|
2 |
Digital Output 1 |
ustaw na PNP (typ źródła, domyślnie) lub NPN (typ ujścia) |
|
3 |
Digital Output 2 |
ustaw na PNP (typ źródła, domyślnie) lub NPN (typ ujścia) |
|
4 |
Analog Input 1 / RS-485 + |
ustaw na Napięcie (0-10 V) lub Prąd (4-20 mA, domyślnie) / Maksymalna szybkość transmisji 1M |
|
5 |
Power |
Ustaw wewnętrzne zasilanie na +24 V (domyślnie), +12 V lub 0 V |
|
6 |
Analog Input 2 / RS-485 - |
ustaw na Napięcie (0-10 V) lub Prąd (4-20 mA, domyślnie) / Maksymalna szybkość transmisji 1M |
|
7 |
Digital Input 2 |
PNP (typ źródła, domyślny) |
|
8 |
GND |
|
Początkowe napięcie wejścia/wyjścia kołnierza (I/O) jest ustawione na 0 V i może być ustawione na 12 V lub 24 V.
Szczegółowe specyfikacje zasilania podczas podłączania wejścia/wyjścia można znaleźć w poniższej tabeli.
|
Parameter |
Min |
Type |
Max |
Unit |
|---|---|---|---|---|
|
Supply voltage (12V mode) |
11.4 |
12 |
12.6 |
V |
|
Supply voltage (24V mode) |
22.8 |
24 |
25.2 |
V |
|
Supply current |
- |
- |
3 |
A |
ㅤ
Konfiguracje wejścia/wyjścia sprzed 04.11.2024 r. są następujące. (od 2020.01.21)
Ustawienie X1 (cyfrowe we/wy, RS 485)
|
No |
Signal type |
Description |
Uwaga |
|
1 |
Digital Input 1 |
PNP (typ źródła, domyślny) |
Data prod.
Data prod.
Inne użyte numery seryjne
|
|
2 |
Digital Output 1 |
ustaw na PNP (typ źródła, domyślnie) lub NPN (typ ujścia) |
|
|
3 |
Digital Output 2 |
ustaw na PNP (typ źródła, domyślnie) lub NPN (typ ujścia) |
|
|
4 |
RS485 A |
Maksymalna szybkość transmisji 1M |
|
|
5 |
Power |
+24V |
|
|
6 |
RS485 B |
Maksymalna szybkość transmisji 1M |
|
|
7 |
Digital Input 2 |
PNP (typ źródła, domyślny) |
|
|
8 |
GND |
|
Ostrzeżenie
-
Narzędzia i chwytaki należy skonfigurować po sprawdzeniu konfiguracji wejść/wyjść na podstawie daty produkcji (podanej na tabliczce znamionowej robota).
-
Informację tę można znaleźć na stronie internetowej Doosan Robotlab.(https://robotlab.doosanrobotics.com)
-
Uruchamianie narzędzi robota bez wykonania konfiguracji we/wy grozi stałym uszkodzeniem produktu.
Wewnętrzne zasilanie kołnierza I/O jest ustawione na 24 V. Szczegółowe specyfikacje zasilania podczas podłączania I/O znajdują się w tabeli poniżej.
|
Parametr |
Min. |
Type |
Maks. |
Jednostka |
|
Supply voltage |
- |
24 |
- |
V |
|
Supply current |
- |
2 |
3 |
A |
|
Digital output |
- |
2 |
- |
EA |
|
Digital input |
- |
2 |
- |
EA |
ㅤ
Konfiguracje wejścia/wyjścia sprzed 21.01.2020 r. są następujące.
Ustawienie X1 (cyfrowe we/wy, RS 485)
|
No |
Signal type |
Description |
Uwaga |
|
1 |
RS485 A |
Maksymalna szybkość transmisji 1M |
Data prod.
|
|
2 |
RS485 B |
Maksymalna szybkość transmisji 1M |
|
|
3 |
Digital Output 1 |
ustaw na PNP (typ źródła, domyślnie) lub NPN (typ ujścia) |
|
|
4 |
Digital Output 2 |
ustaw na PNP (typ źródła, domyślnie) lub NPN (typ ujścia) |
|
|
5 |
Power |
+24V |
|
|
6 |
Digital Input 2 |
PNP (typ źródła, domyślny) |
|
|
7 |
Digital Input 1 |
PNP (typ źródła, domyślny) |
|
|
8 |
GND |
|
Przestroga
-
Należy skonfigurować narzędzia i chwytak w taki sposób, aby nie powodowały żadnych zagrożeń po odcięciu zasilania.
(np. poprzez wypadnięcie obrabianego przedmiotu z narzędzia) -
Gdy robot jest zasilany, na zacisku nr 5 w każdym złączu jest obecne przez cały czas napięcie 24 V. Należy więc pamiętać, aby odłączyć zasilanie od robota podczas konfigurowania narzędzia i chwytaka.